
Vacuum Suction Casting
What is Vacuum Suction Casting
The process principle of vacuum suction casting is that the investment shell is placed in the sealed chamber, the sealed chamber is lowered, the sprue is immersed in the liquid metal, and then the vacuum pump is started to vacuum the sealed chamber, and the liquid is sucked and cast at the same time. After the casting in the mold shell is solidified, the vacuum state is released, the residual metal liquid in the runner is returned to the furnace, and the vacuum suction casting casting is obtained after sand cleaning.
Vacuum suction casting is a casting method in which a vacuum is created in the cavity and the metal is sucked into the cavity from bottom to top for solidification and forming. and surface finishes enable us to make the best option for your project, the raw materials including but not limited to stainless steel, aluminum, brass, copper, steel, plastic, etc. Polishing, painting, sandblasting, plating, anodizing, powder coating and more finishing services bring better surface quality for your parts. Our custom vacuum casting fabrication service provides durable and affordable vacuum casting components that meet your specifications for automotive, medical, aerospace, electronics, food, construction, security, marine, and more industries. Fast to send your inquiry or submit your drawings to get a free quote in the shortest time.
The Shape Characteristics Of Vacuum Suction Casting
According to the characteristics of the casting shape, there are two vacuum suction casting methods:
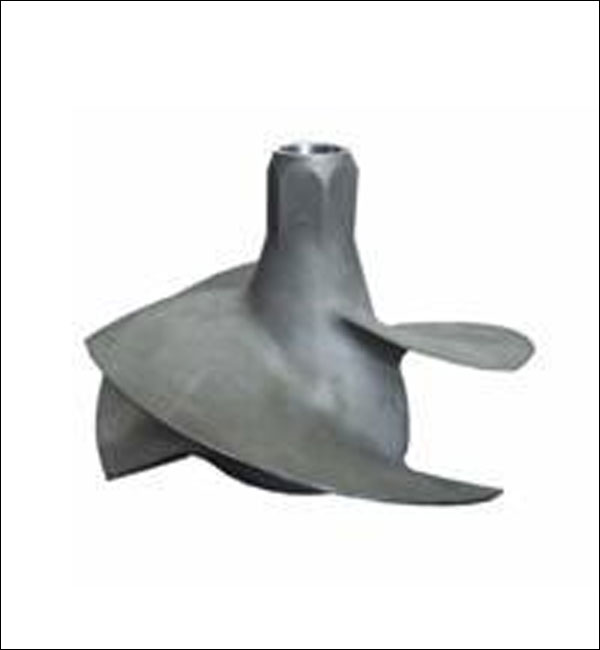
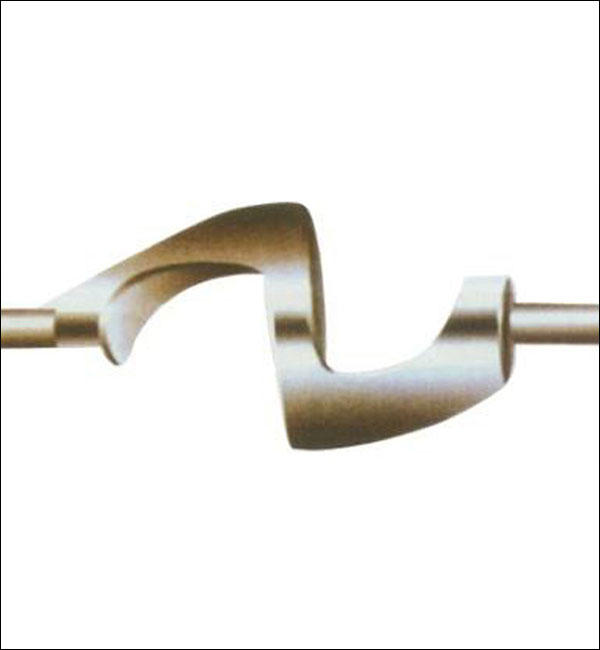
- - Vacuum suction casting of cylindrical castings: a vacuum suction casting method dedicated to the production of hollow and solid cylindrical and square columnar parts. The castings produced can be processed into nuts, screws, bushings, bearing bushes, etc., mostly copper alloy castings, but also aluminum alloy parts, iron castings, and steel castings. The maximum outer diameter of the casting can reach 120mm.
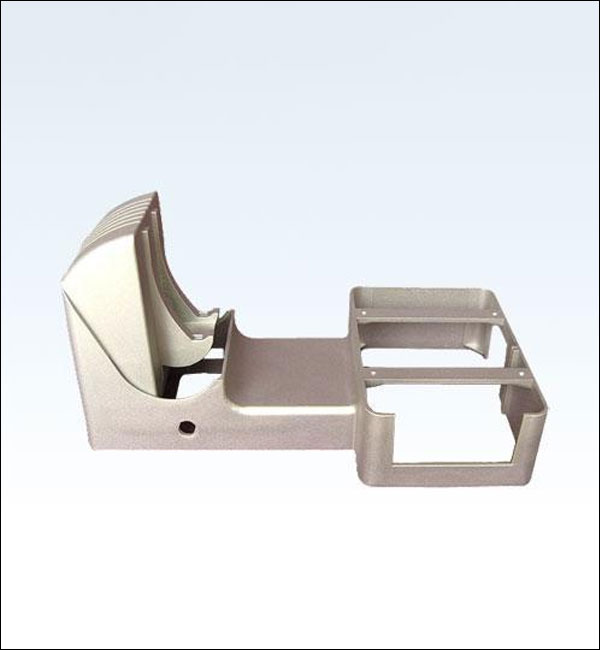
- - Vacuum suction casting of forming castings: vacuum suction casting method used to produce castings of various shapes. The mold is placed in a vacuum chamber, the top of the cavity is provided with a vent hole, the pouring system in the mold is connected to the lower riser pipe, and the lower end of the riser pipe is immersed in the molten metal. Open the solenoid valve, the vacuum chamber is connected with the vacuum tank, a certain degree of vacuum is established in the cavity, the molten metal in the crucible rises into the mold under the action of the atmosphere, and solidifies and forms. The throttle valve is used to control the establishment speed of the negative pressure in the cavity to adjust the speed at which the molten metal fills the cavity. The time relay controls the holding time of the negative pressure in the vacuum chamber. When the mold inner runner is solidified, the vacuum chamber can be connected to the atmosphere, and the molten metal in the riser pipe returns to the crucible. The vacuum suction casting method can also be used when the molten metal is filled. After the filling is completed, the pressure on the molten metal surface is increased to realize the solidification of the casting under the action of low pressure, and further improve the feeding conditions during the solidification of the casting. This method can efficiently produce aluminum alloy and magnesium alloy thin-walled castings.
Process Classification
According to the difference of pressure difference established by vacuum suction casting process, vacuum suction casting can be divided into direct suction casting method and special vacuum suction casting method.
- - Direct suction casting method: Taking the CLA method as an example, first put the shell made by ordinary investment molding process in the sealed chamber, the sealed chamber is lowered, and the sprue is inserted into the liquid metal. The vacuum pump is started to evacuate the sealed chamber, and the liquid metal is filled at the same time. After the molten metal in the mold shell is solidified, the sealed chamber is connected to the atmosphere to eliminate the vacuum, and the liquid metal that has not solidified in the runner flows back into the crucible. Finally, take out the shell to clean the sand to obtain the casting. In addition to the CLA method, there is also the inverted vacuum suction casting method, that is, after the vacuum suction casting filling is completed, the casting mold is turned upside down, and the remaining molten metal in the sprue provides feeding for the solidification of the casting. This method is easy to realize continuous production and has high production efficiency.
- - Special vacuum suction casting method: This type of vacuum suction casting method mainly adds some special operations to the vacuum suction casting process according to the casting process requirements or alloy types to be poured. For example, to enhance the feeding capacity of vacuum suction casting. After the upper sealed chamber is evacuated; after the molten metal fills the cavity, the lower sealed chamber is then fed with compressed gas to increase the pressure difference between the upper and lower sealed chambers, and strengthen the molten metal feeding capacity during the crystallization and solidification of the casting. There is also vacuum suction casting with inert gas protection. This method is mainly used for vacuum smelting and casting of high-temperature alloys and easily oxidized alloys (also known as the CLV method). This method is to melt the metal under vacuum. Inert gas is introduced into the vacuum melting chamber and the suction casting chamber at the same time, and they are kept at the same pressure. Insert the shell runner or riser pipe into the molten metal, and then reduce the pressure in the suction casting chamber to carry out suction casting. After holding for a certain period of time, the molten metal in the sprue flows back to the crucible after the pressure is relieved.
Process Characteristics
- - High yield rate and good casting quality. When the casting is sucked, the molten metal fills smoothly, with less oxidized slag and splashes, which reduces the defects of castings such as porosity and slag inclusion, and improves the yield. In addition, lower pouring temperature can be used for pouring, so that the crystal grain of the casting is refined and the mechanical properties are improved.
- - Good filling performance. During suction casting, the back pressure in the mold cavity is small and the filling speed is adjustable, so the filling ability is strong, and the thinnest part of the casting can reach 0.3mm.
- - Greatly improve the utilization rate of molten metal and the rate of process production.
- - Simplify the process and reduce the cost.
- - It is easy to realize mechanization and high labor productivity. Compared with the ordinary investment casting process, each module can be assembled with multiple wax molds, which can generally increase the output by 85% to 135%.
Scope Of Application
Vacuum suction casting is suitable for investment casting, ceramic casting, shell casting, gypsum casting, graphite casting and sand casting. It can be used to produce aluminum alloys, magnesium alloys, titanium alloys, stainless steel and high temperature heat-resistant alloys and other average wall thicknesses. Complex thin-walled castings less than 5mm, and castings with a single pouring weight less than 100kg.
Different Types Production Scenario Of Vacuum Casting
Minghe always adheres to the customer's requirements and the company's service standards. In any link of mold design, mold assembly, mold debugging, mold trial production, casting process, etc., there are dedicated engineers to keep you on the phone;

| 1.Model▶ |

| 2.Film-Heating ▶ |

| 3.Film Forming ▶ |

| 4.Put the Sand Box▶ |

| 5.Drawing▶ |

| 6.Shaking Off The Box▶ |

| 7.Boiler ▶ |

| 8.Foaming Machine▶ |

| 9.Intelligent Continuous Casting▶ |

| 10.Vacuum Casting Machine▶ |

| 11.Vacuum Casting Machine▶ |

| 12.Vacuum System▶ |
The Minghe Case Studies Of Vacuum Casting
Minghe Casting fabrication services are available for both design to reality and low to high volume production runs of your die casting parts,sand casting parts,investment casting parts,metal casting parts, lost foam casting parts and more.









Go To View More Casting Parts Cases Studies >>>
Choose the Best Vacuum Casting Supplier
Currently, our vacuum casting parts are exported to America, Canada, Australia, United Kingdom, Germany, France, Sout Africa, and many other countries all over the world. We are ISO9001-2015 registered and also certified by SGS.
Our custom vacuum casting fabrication service provides durable and affordable castings that meet your specifications for automotive, medical, aerospace, electronics, food, construction, security, marine, and more industries. Fast to send your inquiry or submit your drawings to get a free quote in the shortest time.Contact us or Email sales@hmminghe.com to see how our people, equipment and tooling can bring the best quality for the best price for your vacuum casting project.
We Provide Casting Services Include:
Minghe Casting services working with sand casting、metal casting 、investment casting lost foam casting, and more.
Sand Casting
Sand Casting is a traditional casting process that uses sand as the main modeling material to make molds. Gravity casting is generally used for sand molds, and low-pressure casting, centrifugal casting and other processes can also be used when there are special requirements. Sand casting has a wide range of adaptability, small pieces, large pieces, simple pieces, complex pieces, single pieces, and large quantities can be used.
Permanent Mold Casting
Permanent Mold Casting have a long life and high production efficiency, not only have good dimensional accuracy and smooth surface, but also have higher strength than sand castings and are less likely to be damaged when the same molten metal is poured. Therefore, in the mass production of medium and small non-ferrous metal castings, as long as the melting point of the casting material is not too high, metal casting is generally preferred.

Investment Casting
The biggest advantage of investment casting is that because investment castings have high dimensional accuracy and surface finish, they can reduce machining work, but leave a little machining allowance on the parts with higher requirements. It can be seen that the use of investment casting method can save a lot of machine tool equipment and processing man-hours, and greatly save metal raw materials.
Lost Foam Casting
Lost foam casting is to combine paraffin wax or foam models similar to the casting size and shape into model clusters. After brushing and drying refractory coatings, they are buried in dry quartz sand for vibration modeling, and poured under negative pressure to gasify the model. , The liquid metal occupies the position of the model and forms a new casting method after solidification and cooling.

Die Casting
Die casting is a metal casting process, which is characterized by applying high pressure to the molten metal using the cavity of the mold. Molds are usually made of higher-strength alloys, and this process is somewhat similar to injection molding. Most die castings are iron-free, such as zinc, copper, aluminum, magnesium, lead, tin, and lead-tin alloys and their alloys. Minghe has been China's top die casting service since 1995.
Centrifugal Casting
Centrifugal Casting is a technique and method of injecting liquid metal into a high-speed rotating mold, so that the liquid metal is centrifugal motion to fill the mold and form a casting. Due to the centrifugal movement, the liquid metal can fill the mold well in the radial direction and form the free surface of the casting; it affects the crystallization process of the metal, thereby improving the mechanical and physical properties of the casting.

Low Pressure Casting
Low Pressure Casting means that the mold is generally placed above a sealed crucible, and compressed air is introduced into the crucible to cause a low pressure (0.06~0.15MPa) on the surface of the molten metal, so that the molten metal rises from the riser pipe to fill the mold and control Solidified casting method. This casting method has good feeding and dense structure, easy to cast large thin-walled complex castings, no risers, and a metal recovery rate of 95%. No pollution, easy to realize automation.